Inauguração da linha de montagem do Gripen no Brasil: o que ainda não contaram para você (parte 2)
Por Guilherme Poggio
PROCESSO INDUSTRIAL
Antes de entrarmos nos detalhes específicos da linha de montagem do Gripen, recém-inaugurada no Brasil, vamos descrever como essa atividade ocorre na Suécia. O Poder Aéreo teve a oportunidade de conhecer todo o processo de montagem final na fábrica da Saab em Linköping (Suécia) em setembro de 2019.
O nascimento de um Gripen já foi narrado aqui no Poder Aéreo em diversas matérias, mostrando como são fabricadas as peças iniciais tanto no Brasil, na SAM (Saab Aeronáutica Montagens, em São Bernardo do Campo / SP ) como na Suécia. Neste link você acessa uma ótima matéria do editor Fernando “Nunão” sobre a fabricação e montagem das aeroestruturas, tendo ao final dela uma série de outros links para matérias anteriores relacionadas ao tema.
Passada a etapa de fabricação individual dessas grandes estruturas (como as asas, a fuselagem central, a fuselagem dianteira e traseira), tanto na Suécia quanto no Brasil, elas são todas remetidas à linha de montagem final e unidas numa etapa que se chama “montagem estrutural” (structure assembly). E assim a célula começa a tomar a forma de um caça.
{kind=link}
Quando a célula chega à linha de montagem final (final assembly) ela é apenas um “esqueleto” metálico, com suas partes estruturais e painéis cobertos pelo “primer” (elemento que que dá o aspecto amarelado que tem a função de proteger o alumínio aeronáutico da corrosão e preparar a superfície para receber a pintura final). Também se pode ver algumas partes fabricadas em material composto (geralmente na cor cinza). A célula ainda está completamente vazia e pesa aproximadamente três toneladas, o que é menos da metade do peso final da aeronave (vale lembrar que o peso vazio de um Gripen E monoposto é de aproximadamente oito toneladas).
{kind=link}
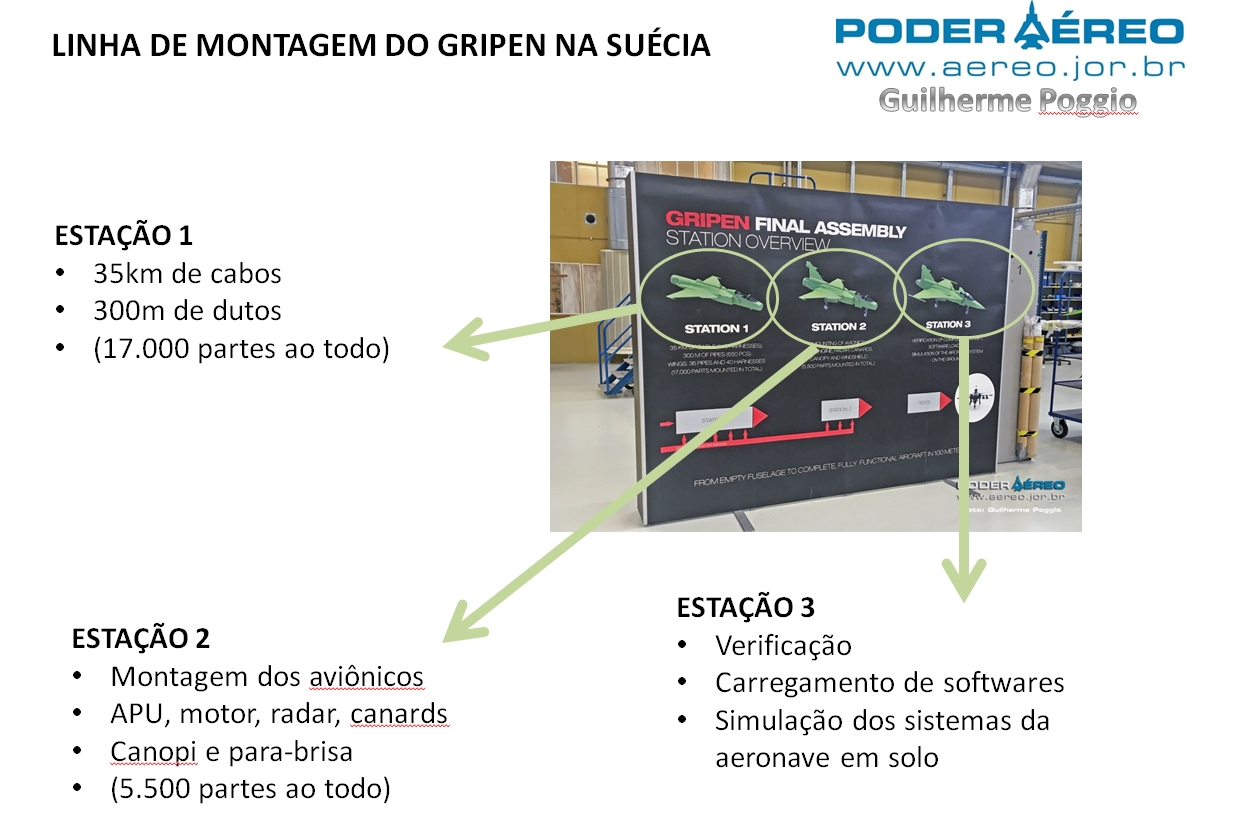
Toda a célula vazia que chega à linha de montagem final passa por três etapas (ver imagem abaixo). Na primeira, a estação 1, ela é “abraçada” pela bancada. Neste local o “esqueleto metálico” (imagens acima) recebe suas “veias e artérias”: quilômetros e mais quilômetros de cabos e dezenas de metros de redes / tubulação (combustível, fluido hidráulico, etc.). Além disso, outros componentes de grande porte como a deriva e o trem de pouso são incorporados à estrutura, totalizando cerca de 17.000 itens. Esta é, de longe, a maior de todas as estações.
{kind=link}
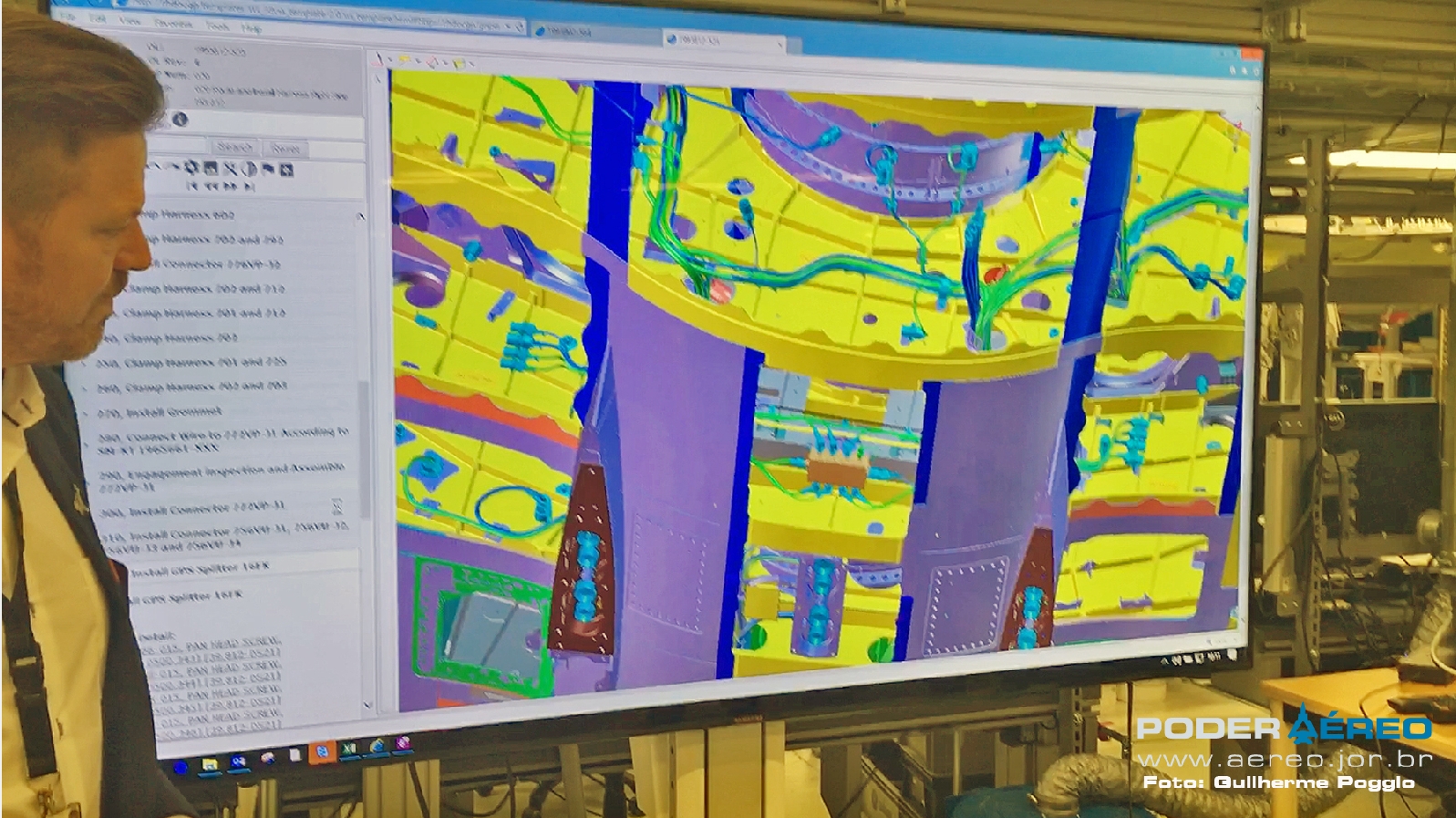
É importante destacar que a montagem é executada sem que um único documento, instrução ou manual físico, em papel, tenha que ser consultado. Trata-se do conceito da “fábrica sem papéis” (paperless). Os desenhos e especificações estão todos em formato digital (imagem abaixo), constituindo imagens tridimensionais em que se pode destacar cada pequena parte. Caso um processo ou um desenho tenha que ser atualizado, a mudança é rapidamente enviada para todas as estações da fábrica e até mesmo entre as fábricas, seja no Brasil, seja na Suécia. O mesmo vale para a já mencionada fábrica de aeroestruturas de São Bernardo do Campo.
{kind=link}
A partir desse ponto a aeronave segue para a próxima estação (2) e já está preparada para receber diversos itens de hardware, como computadores, aviônicos diversos e outros equipamentos da cabine (incluindo o painel). É também nesta estação que receberá o APU (sistema auxiliar de energia), o motor, os canards móveis e o radar. A partir da estação 2 a aeronave não precisa mais das bancadas.
Um ponto interessante na linha de montagem final sueca é presença de um único engenheiro de qualidade responsável pelo andamento de todo o processo. Os funcionários da montagem (operators) são totalmente responsáveis pela qualidade do serviço que entregam (self-authority inspection). Trabalhando desta maneira o engenheiro responsável pela linha de montagem final disse que a Saab atingiu níveis mais altos de qualidade e melhores resultados de forma geral. Esta nova forma de trabalhar estava na lista de itens da Saab a serem transferidos para a indústria brasileira.
Por fim, na estação 3, ocorre a verificação dos componentes finais. Essa etapa é seguida do carregamento da parte lógica da aeronave (os softwares). Com tudo montado e instalado, o sistema como um todo é testado de forma simulada no solo. Na imagem abaixo vemos o primeiro Gripen E da Força Aérea Sueca já totalmente montado e passando por diversos testes antes de deixar a linha de montagem final.
{kind=link}
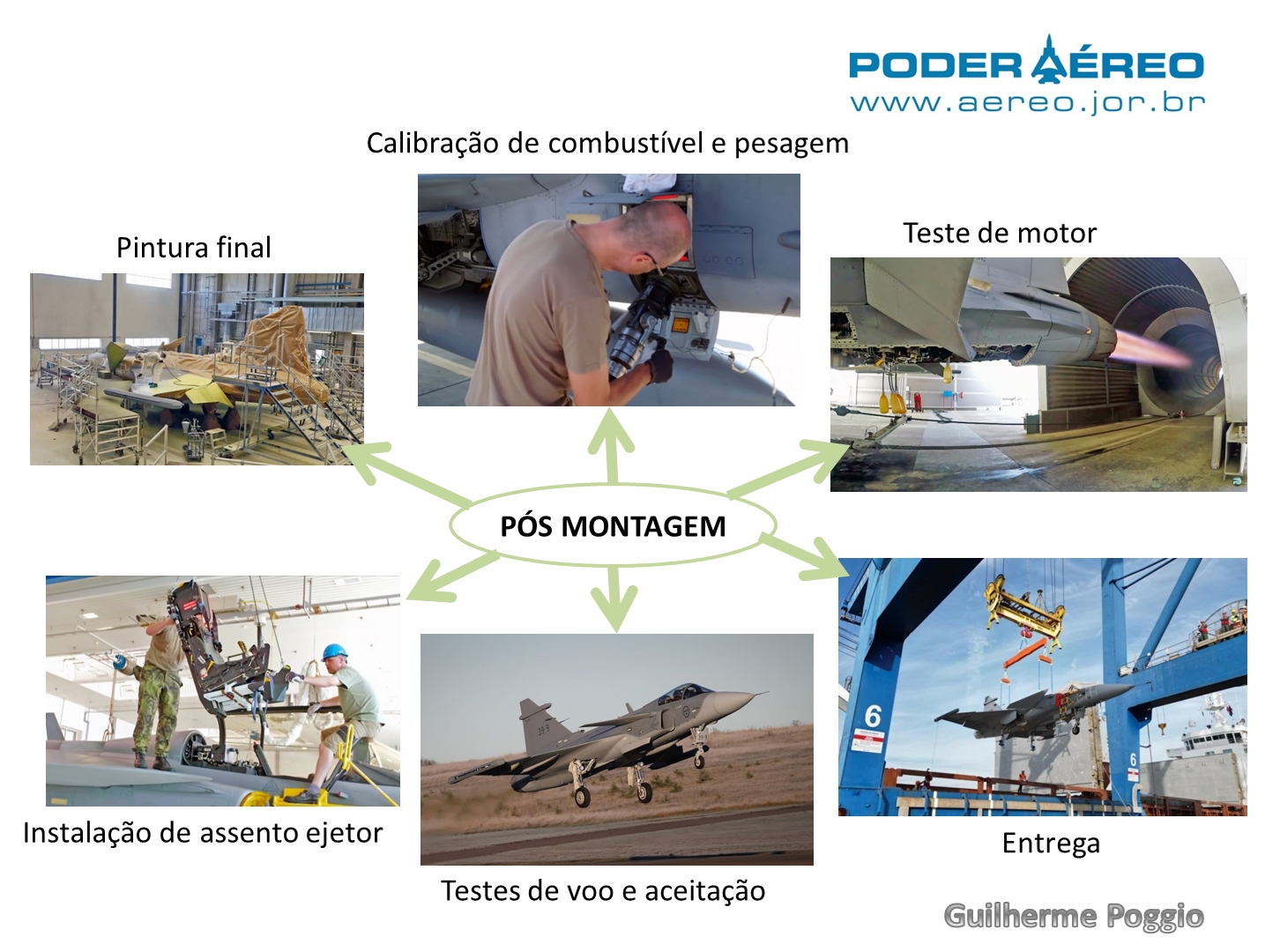
Ao deixar a porta da linha de montagem final, o caça segue para a oficina de pintura, onde recebe o revestimento definitivo. Agora o novo exemplar do Gripen está quase pronto para voar. Quase, porque ele ainda não possui o assento ejetável. Como o sistema de ejeção possui elementos explosivos (o propelente do foguete que impulsiona o assento para fora da aeronave em frações de segundo), este componente é instalado em local apropriado por questões de segurança.
Antes que a aeronave realize qualquer voo é feita a checagem no sistema de armazenamento de combustível. Todos os tanques são enchidos e verifica-se a comunicação entre os mesmos. Com a integridade do sistema de abastecimento conferida, o novo caça segue para o teste de motor. Se tudo estiver ok, o jato fica disponível para o seu primeiro voo. A partir daí, caso os testes de aceitação (no solo e em voo) estejam em conformidade com as especificações do cliente, é feita a entrega da aeronave. Todas estas etapas pós-linha de montagem final também deverão ser feitas pelos caças que serão construídos na recém-inaugurada linha da Embraer.
{kind=link}
continua na parte 3…
Clique nos links para acessar a parte 1 e a parte 3 desta matéria.